Mapa položaja
Firma KGB se nalazi na lokaciji označenoj na mapi ispod.
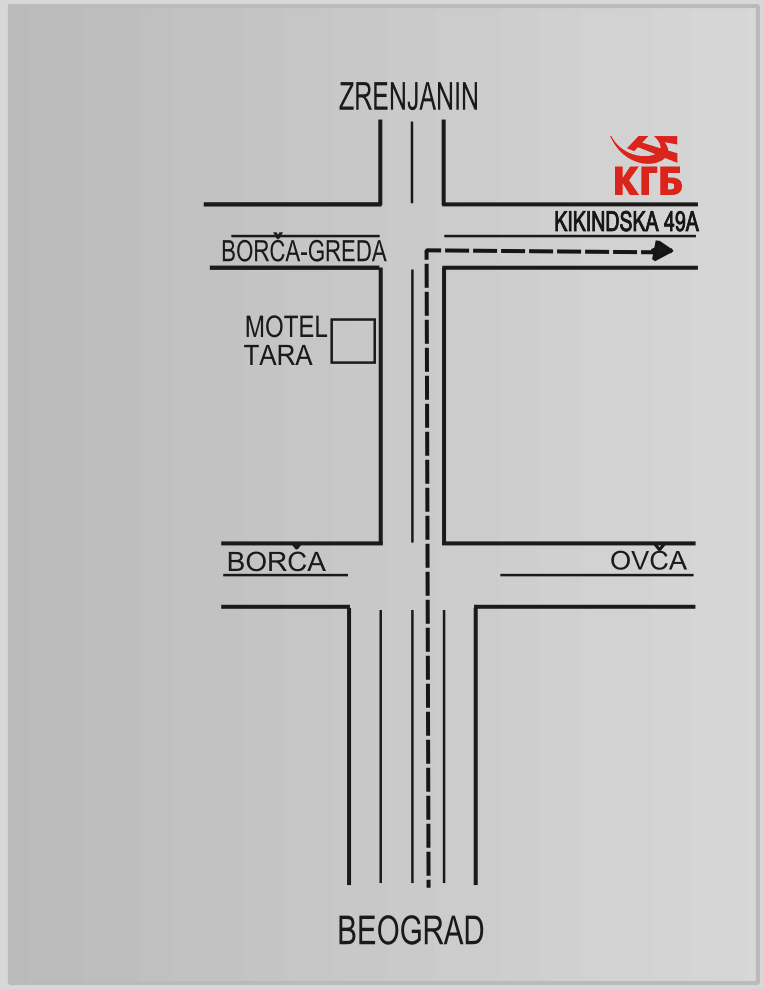
(Kliknite na sliku iznad da biste dobili uvećan prikaz.)
KOVANO GVOŽĐE – POSLEDNJIH 50 GODINA

Ako Vas put nanese na neko takmičenje ili seminar u Americi koje održavaju njihovi kovači (blacksmiths), budite sigurni da će Vas ambijent, tehnologija i scenografija vratiti preko 100 godina unazad. Kao da se nalazite u Schonlaterngasse u Beču, u jednoj od najstarijih i najpoznatijih kovačnica, u kojoj su čekić i nakovanj bili glavna tehnološka pomagala. Bilo je tu i mnogo raznih priručnih alata, kovačkih klešta, šablona za izradu umetničkih detalja i, naravno, dvadesetak kovačkih vatri.
Kada neko kaže gvožđe se kuje dok je vruće, to kod kovača znači – dok je belo vruće. Bela boja usijanog gvožđa pokazuje njegovu temperaturu 1.200-1.300 stepeni. Tada je dovoljno mekano da se bez velikih napora može oblikovati. Rezultate ove veštine možete videti na svakom turističkom lokalitetu u Beču. Deluje nedostižno koliko je savršeno.
Asocijacija Američkih kovača nastavlja tradiciju umetničkog kovanja u kome su tehnološke inovacije isključene. Ova grupacija ima dosta članova, pravih zaljubljenika u ovaj zanat, koji je kod njih prerastao kovačko-potkivački posao, a koji je dugo bio jedan od najvažnijih u ranoj istoriji Amerike.
Naravno da ima i mnogo savremenih kovačkih radnji, kao i svuda u svetu, u kojima se primenjuju najsavremenije tehnološke inovacije.
Nagli razvoj industrije približio nam je tehnologiju i sada je relativno lako baviti se kovačkim poslom. Pre 100 godina to je bio mukotrpan i skup posao koji su mogli platiti samo odabrani. Zanat se dugo učio i sve se radilo ručno i sporo. Ljudi se još interesuju da li se gvožđe izrađuje ručno ili mašinski, mada često ne uviđaju razliku, pa često dolazi do zabuna. Kao da je ručno mešani beton bolji od onog iz miksera, ručno farbanje bolje od farbanja kompresorom itd.
Različite tehnološke inovacije donele su revoluciju u ovom poslu: varenje u zaštiti CO2, zagrevanje plinom i indukciono zagrevanje, sečenje plazmom i laserom, numeričko vođenje, erozimate, boje na bazi vode, frekventne regulatore, enkodere....
Lanac u proizvodnji kovanog gvožđa
Posao sa kovanim gvožđem se s vremenom toliko raširio da su se izdvojile tri grupacije međusobno tesno povezane.
Prva grupacija obuhvata proizvođače mašina koje se koriste namenski u ovom poslu: kovačkih čekića, mašina za graviranje profila hladnim ili vrućim postupkom, mašina za uvijanje Arhimedovih spirala, mašina za osovinsko uvijanje, hidrauličnih presa za savijanje materijala u alatu, indukcionih i plinskih peći za grejanje, mašina za pravljenje basketa itd.
Druga grupacija proizvodi sve delove koji se koriste u poslu sa kovanim gvožđem. Ona čini sponu između proizvođača mašina i bravara, koji proizvode krajnji proizvod. Bravari su često opremljeni velikim brojem mašina koje proizvodi prva grupacija pa su u velikoj meri samostalni. Druga grupacija prodaje gravirane materijale, otkovane i livene elemente, sklopove tih elemenata, boju, patinu, štancovane listiće i rozete, kataloge, udžbenike, reprint starih izdanja za bravare koji bi se oprobali u ručnom kovanju. U ovoj grupaciji ima dosta međusobne saradnje između firmi tako da se isti proizvodi mogu naći kod svakog proizvođača što pokazuje da su vršili međusobnu razmenu. Međutim, nudi samo meni dok se za à la carte moraju kontaktirati ozbiljnije bravarske radnje koje su u stanju da ponude namensku uslugu i mali tiraž.
U trećoj grupaciji, koja je najmasovnija, nalaze se bravari i imaju tesnu saradnju sa proizvođačima delova. Ponuda je velika, a neupućeni često kupuju italijanske delove koji su upravo pristigli iz Kine. Kvalitet je sličan, ali je cena daleko veća. Italijani koriste svoju tradiciju za plasman jeftinih kineskih delova. Računica je jasna – mnogo je jeftinije nego da sami proizvode.
Praćenje tehnoloških dostignuća, posete sajmovima i edukacija su od ključne važnosti za uspeh u poslu.
Zaštita od rđe
Najveći problem je zaštita od rđe i neki bravari to rešavaju pocinkavanjem. Materijal koji se koristi u poslu sa kovanim gvožđem mora biti mekan, a da bi se to postiglo treba da se izvrši omekšavanje kristalne rešetke ili žarenje. Taj tehnološki proces, osim što gvožđu daje mekoću, stvara mu i površinski sloj tzv. cunder koji s vremenom spada. On je glavni uzročnik zbog koga kovano gvožđe rđa, jer on kasnije opada zajedno sa nanetom bojom. Rešenje je da se pre farbanja gvožđe očisti tehnikom peskiranja. Pri peskiranju se i površina malo erodira pa bolje prihvata boju.
Treba koristiti kvalitetne boje – i osnovnu i završnu. To ni u kom slučaju nisu nitro boje (brzo sušenje nije razlog za njihovo korišćenje), već uljane – poliuretanske, dvokomponentne, vodene itd. Postoje i tehnike za ispitivanje kvaliteta boje, ali o tome ćemo drugom prilikom.
Postoje i univerzalne boje koje zamenjuju i osnovnu i završnu. Takođe, tu su i boje koje se koriste na zarđalim površinama. Ima i konvertora rđe – tečnosti koje sa rđom prave zaštitni sloj. Da ne bude zabune, to nije antirost. Treba se pridržavati uputstva da se sledeća boja, nakon konvertora rđe, nanosi tek posle 24 časa, ako su bili ispunjeni temperaturni uslovi. Često se preko završne boje nanose mat ili sjajni dvokomponentni lakovi ili razne vrste patina koje ističu detalje na kovanom gvožđu. Evidentno je veliko nepoznavanje korišćenja patine na našem tržištu. Ponekad na sajmu nameštaja nema ni jednog korektno obrađenog elementa.
Plastifikacija nije dobra za zaštitu kovanog gvožđa.
Replike
Replike su odavno ušle u modu i to ne samo kad su «roleksi» i «najke» u pitanju. Često se srećemo sa kutijastim profilima umesto firiketa, a na vrhu, umesto otkovanog šiljka, stoji aluminijumski odlivak montiran pop-nitnom ili silikonom. Neki to nazivaju imitacijom kovanog gvožđa, a naziv je smešan kao i sam proizvod. Od uvoznika se kupuju čitavi zavareni sklopovi na kojima su varovi prekriveni obujmicom. Ovi sklopovi se više ne mogu zaštititi bojom, nego se moraju pocinkovati. Ili se moraju rastaviti do detalja, očistiti, peskirati te zaštititi završnom bojom ispod obujmice. Obično se ovaj korak izostavlja, a rđa se pojavljuje već posle prvih kiša.
Oblaganje kapija limom je u nekim zemljama u modi, a polako dolazi i kod nas. Problem nastaje što se pri montaži lima šrafovima buši kutija okvira kapije i time se omogućava da voda ulazi u ram kapije. Ram mora biti hermetički zatvoren i odvojen od sanduka u kome se nalazi brava. Tako će najosetljiviji delovi biti dugotrajni. U protivnom, između lima i kapije ne dolazi do provetravanja, vlaga se zadržava i počinje rđanje.
Kovano gvožđe u enterijeru
Ograde, kapije, stepenišne ograde, i ograde na terasama su spolja, a nameštaj je unutra.
Pristup izradi nameštaja mora se podići na daleko viši nivo, jer je u stalnom kontaktu sa ljudima i decom. Moraju se poštovati antropološke mere, obrada mora biti savršena da ne bi došlo do povređivanja, boje moraju biti ekološke i otporne. Na nožicama moraju biti podmetači da se podovi ne bi oštetili.
Garnišne, konzole i lusteri zahtevaju i ozbiljnu montažu da ne bi pali i povredili nekoga. Kod lustera je važna i upotreba kvalitetnih kablova (preporučujemo silikonske) i keramička sijalična grla.
Ovo je bio kratki osvrt na osnove kovanog gvožđa, istine i zablude, bez pretenzija da utičemo na Vaš konačni izbor. Pokušali smo da budemo edukativni i dobronamerni, a Vama ostavljamo da izaberete Vaš lični pristup ovom kreativnom zanatu.
Autor: Ing. Miroljub Jović
Promocija
Pregled naših proizvoda
